Getting the Signs You Pay For
The developer of the new office tower was not happy. About a year after the new building opened he met with the architect and the sign contractor, complaining that letters were falling off room signs and some Braille signs had become useless because dots were popping out. The developer had specified photopolymer signs to avoid these very problems, yet now he had a 27-floor building with several hundred signs needing replacement. Samples of failed signs were strewn across a conference table.
The architect was also upset, having clearly defined the materials for the project. The sign contractor was bothered too, because his company —which produced all the large interior and exterior signage— had specified photopolymer signs when subcontracting the wayfinding room and hallway signs to a local company that had offered attractive pricing. And now the signs were falling apart. The subcontractor who had made the signs was nervously examining the failed examples.
The developer wanted to know why the lettering was popping off, since this was impossible for signs made using photopolymer technology. He picked up a sign, and noted how the letters were press-fit into recesses in the substrate. “These are raster-bead signs,” he said to the subcontractor. “Why do I have 27 floors of raster bead when I clearly specified, and you quoted on, photopolymer?”
Why Architects Specify Photopolymer Signage
This tale, in which the players are not identified to protect the guilty, is not uncommon. Very often the choice of signage comes down to money.
 “The specs for a job are sometimes changed to what the signmaker considers to be equal,” notes John Lutz, partner at Selbert Perkins Designs Collaborative in Chicago. “Only they are not equal.”
“The specs for a job are sometimes changed to what the signmaker considers to be equal,” notes John Lutz, partner at Selbert Perkins Designs Collaborative in Chicago. “Only they are not equal.”
Not All Signage is Created Equal: Photopolymer vs. Raster Bead
The predominant technology for the majority of wayfinding and many other directional signs in buildings is raster bead. CNC routers cut character shapes out of a substrate, providing a place for the corresponding letter, numeral or other shape, which are press-fitted (or sometimes glued) into place. The same CNC devices make divots in substrates for Braille characters that are then filled with tiny balls to create raised characters. This is an established process that initially appears cost-effective but requires maintenance and replacement of signs on a regular basis. As the developer of the office building found, raster bead signs can fail to the point of uselessness, and cause a building to fall out of ADA compliance, in as little as a year.
In contrast, photopolymer technology creates signs on which all characters and the primary surface are a single structure. Additional layers can be added, and paint or hot stamping can be applied as desired. A photopolymer sign is more likely to become outdated before it needs replacement.
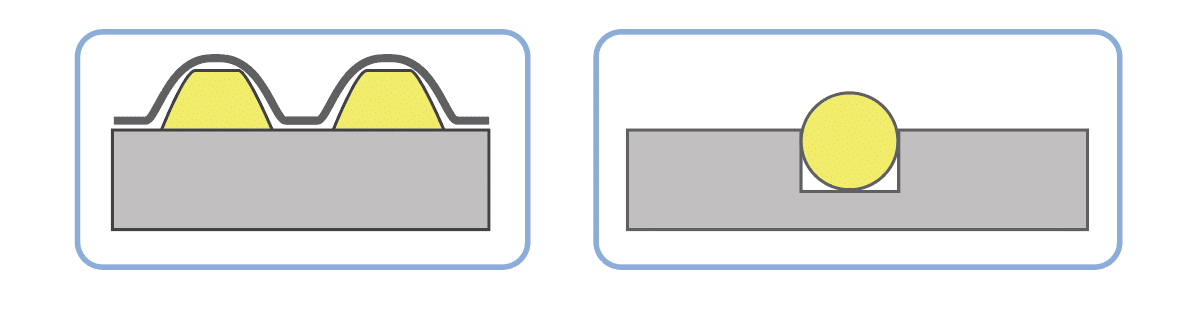
Photopolymer (left) vs Raster Bead (right)
The main advantage of raster bead is that it is 10–15% cheaper per sign than photopolymer. Which is where the spec-switching problem can begin. For example, consider a new office building needing room and hallway wayfinding signs, all of which must be ADA compliant. Let’s say the photopolymer signs will cost $2,000 for the entire building, while raster bead signs will cost $1,700.
Because both types will look similar and initially do a good job, a sign shop may quote on photopolymer but deliver the lower quality raster bead product while charging for photopolymer. Often, no one is the wiser—until the signs need repair or replacing because letters, numbers or Braille characters are falling off. Because these failures may not occur until after the initial one-year warranty has expired, the company that made the signs is able to bill for the work a second time. If all the signs are replaced that $1,700 job now costs the developer or property owner $3,400.
Getting What You Pay For
So how can an architect, sign maker, general contractor or developer make sure they get the signage they expect and need? Only with due diligence and careful verification throughout the process.
“To be sure you are getting what you expect it’s very important to do a thorough review of the stated job specs at a couple of points in the process,” says John Lutz.
Lutz and his colleagues make a practice of working with architects, developers and contractors, going through all elements a project, right down to the specific materials to be used, making sure everyone involved is clear on every aspect of a job. “The review is part of construction administration and the bidding process,” he notes. “With respect to signs, the materials and the processes to be used should be line items.”
Part of this step can include seeing physical examples of signs to ensure they will meet the specified requirements. However, cautions Lutz, samples shown at the outset of a project or as an example of work in progress may not necessarily be indicative of all the signs required. Lutz recalls incidences when materials were switched on the final signs, highlighting that attention to detail is vital right through the final stages of a project.
One preemptive step can include visiting the signmaker to look at signs when they are being made. This lets you check on overall quality while ensuring the signs you ordered are being made to your specification. There are several thousand sign making companies in the United States but only about 400 that make photopolymer signs. While a raster bead shop can subcontract photopolymer signage to another supplier—a common practice—the specs can also be changed without your knowledge and a spot check can highlight such a change.
“We always do a final walk-through of a new building and sometimes find signs that were supposed to be photopolymer but are raster bead or applique,” says Lutz. “Then we put it on the punch list so it can be brought up to spec.”

1200: The Magic Number for Photopolymer Value
For a sign shop, adding photopolymer to their capabilities is not difficult and offers a quick return on investment, sometimes in as little as one job. More specifically, 1200 is a number everyone in the signage business needs to know. Why? Because 1200 units is the where the investment in photopolymer sign making equipment turns around and begins making money. So how many is 1200 signs? Every new private or public office building, school, hotel, or medical building needs signs, and many have to be ADA compliant, a perfect application for photopolymer technology. Or think about a few of the smaller projects you’ve worked on that required attractive, long-lasting ADA compliant signage. It’s not hard to count to 1200—and grow revenue—very quickly.
To help you, Nova Polymers provides a complete suite of equipment and all the materials needed to make photopolymer signs a regular part of your offering. In addition, www.arcat.com offers a wide range of information, videos, sign specs, and more to make your move to photopolymer sign production faster and easier.
Finally, make a point of never finding yourself in a meeting trying to determine why the signs you specified didn’t turn out the way you expected. Whether you are a property owner, developer, architect or sign shop, “Make sure you are well organized and that all jobs have tight, well-written specs,” advises Lutz. “Don’t leave anything open to interpretation.“